
Sloupky jsou zdánlivě jednoduché mechanické prvky. Při jejich výběru je nutné zvážit tvar základny, typ zamykacího mechanismu (obrácené zamykání či zaklapávací zámek), způsoby upevnění do konstrukce a vlastnosti jeho materiálu ( acetal, nylon, ethylen-propylen-dienový monomer (EPDM) nebo kaučuk). Dalším kritériem je provozní teplota nebo tuhost a s tím odpovídající tlumení vibrací. Tento článek popisuje, jakým způsobem se sloupky vyrábějí, jaké normy musí materiál splňovat a představíme si nejpoužívanější typy sloupků od Essentra Components.
Nejčastější způsob výroby sloupků je vstřikováním
Vstřikování termoplastů je výrobní proces pro levné mechanické součásti jako jsou právě sloupky. Tento proces probíhá v pěti fázích (obrázek 1):
- Termoplastické pelety se přivedou do stroje a zkapalní se na přesnou teplotu.
- Roztavený termoplast se vtlačí do vstřikovací dutiny.
- Když je ve vstřikovací dutině dosaženo požadovaného tlaku, roztavený termoplast se vstříkne do formy.
- Když forma dosáhne správné kapacity, začne fáze přidržování, kdy je zpočátku udržován tlak na termoplast, aby se zajistila výroba konzistentních dílů. Ve druhé části udržovací fáze se tlak uvolní a díly se nechají vychladnout.
- Forma se otevře a díly jsou vytlačeny z nástroje vyhazovacími kolíky.
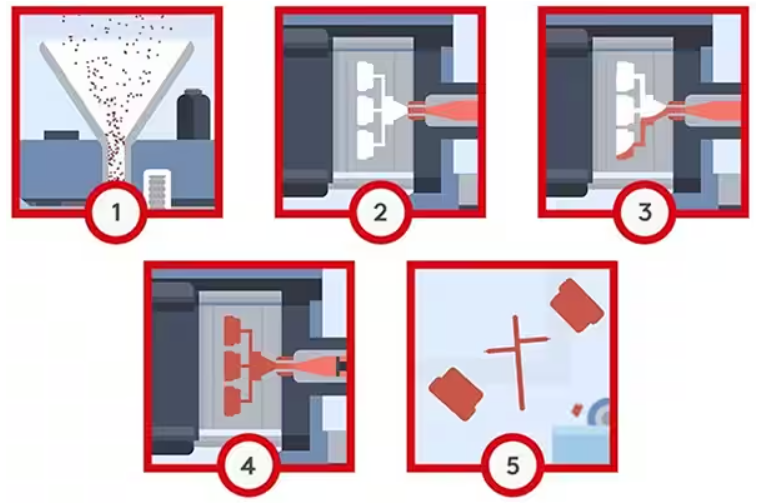
Obrázek 1: Vstřikování je nejčastější způsob výroby sloupků pro plošné spojů. (Zdroj obrázku: Essentra Components)
Sloupky musí vyhovovat určitým standardům
Dva nejdůležitější standardy věnující se materiálům pro sloupky k plošným spojům jsou UL 94 na hořlavost a SAE J1639 pro automobilové polyamidové (PA) plasty. Toto jsou obecné standardy, které platí pro všechny typy mechanických částí, nejen pro sloupky. UL 94 je v souladu s normami IEC 60695-11-10 a 60695-11-20 a s normami ISO 9772 a 9773. Tyto normy klasifikují materiály na základě jejich hořlavosti.
- V-0 vyžaduje, aby se hoření zastavilo do 10 s na svislé části a umožnilo odkapávání materiálu, nesmí se vytvořit hořící kapky.
- V-1 vyžaduje, aby se hoření zastavilo do 30 s na svislé části a umožnilo odkapávání materiálu, nesmí se vytvořit hořící kapky.
- V-2 je nejméně omezující a vyžaduje, aby se hoření zastavilo do 30 s na svislé části a umožnilo odkapávání hořícího materiálu.
SAE J1639 poskytuje strukturu pro klasifikaci a specifikaci PA plastů používaných v automobilových aplikacích. Je založen na klasifikačním systému D 4066 Americké společnosti pro testování a materiály (ASTM) pro PA (nylonové) vstřikovací a vytlačovací materiály. J1639 vyžaduje další vlastnosti a charakteristiky materiálu pro automobilové PA. Je doplněn o vlastní OEM standardy od různých výrobců automobilů. Mezi tři základní části J1639 patří:
- Standardizace tříd vyztužených a nevyztužených nylonů včetně 66, 6 a 66/6 v automobilových aplikacích.
- Standardizace zkušebních metod používaných k charakterizaci vlastností těchto PA (nylonových) materiálů.
- Stručná strukturu materiálových specifikací.
Jaký materiál zvolit ?
K dispozici je několik druhů plastů. Mezi nejběžnější materiál je acetal, nylon a pryž EPDM. Materiály běžně odolají teplotám od -40˚C do +85˚C, tlumí vibrace a elektricky izolují desku od konstrukce. Pro vysoké teploty až 200 °C jsou k dispozici nylony PA66 a PA66/6.
Nylon PA 66 nabízí dobrou kombinaci pevnosti, tuhosti, houževnatosti, vysokého bodu tání, dobrou povrchovou kluznost (důležité pro vstřikování) a odolnosti vůči oděru a mnoha chemikáliím, strojním a motorovým olejům, rozpouštědlům a benzínu. Kromě toho je nylon PA66 relativně levný a nehalogenovaný. Díly vyrobené s PA66 splňují požadavky SAE J1639.
PA66/6 je také nehalogenovaný a lze jej použít v aplikacích, které musí splňovat standard UL 94V-0. Jeho mechanické vlastnosti jsou podobné jako u PA66, ale má lepší houževnatost při nízkých teplotách. Ve srovnání s PA66 má lepší povrchovou úpravu a barevnou stálost. PA66/6 také splňuje požadavky SAE J1639.
Uchycení ke konstrukci (šasi)
Kromě výběru materiálu je důležitým faktorem způsob uchycení ke konstrukci (šasi). Některé z nejběžnějších montážních formátů jsou zobrazeny na obrázku 2:
- Závitové provedení se upevňuje pomocí podložek a matic nebo samořezné.
- Zacvakávací uchycení, které se zasune do šasi nebo otvoru v panelu.
- Systém Snap lock, který se také zasune do šasi nebo otvoru v panelu. Tento systém má výhody v tom, že sloupek lze snadno vyjmout.
- Slepé uchycení využívá žebra k zajištění bezpečného držení. Tento způsob se využívá tam, kde je omezený prostor.
- Sloupek s e lepicí základnou. U tohoto způsobu není potřeba otvor v konstrukci.

Obrázek 2: Pět nejběžnějších typů uchycení sloupků pro desky plošných spojů. (Zdroj obrázku: Essentra Components)
Způsoby upevnění desky
Stejně jako u typů montáže do konstrukce existuje velký výběr způsobů uchycení desky. Nejběžnější způsoby jsou uvedeny na obrázku 3:
- Zacvakávací zámek se dvěma hroty. Tento sloupek se využívá pro stohování desek plošných spojů, ale lze jej využít i k připojení desky k šasi.
- Zacvakávací zámek ve tvaru hrotu šípu s bajonetovým uzávěrem poskytuje velmi bezpečné držení. Tento typ je také vhodný pro stohování desek.
- Sloupek se samolepící základnou.
- Šestihranné závitové uchycení a na druhé straně je uvolnitelný nízkoprofilový mechanismus.
- Obrácené dvojité zamykání/zacvaknutí zajišťuje bezpečné připojení desky. Lze jej nainstalovat ze spodní strany šasi a má tenkou hlavu, která minimálně vyčnívání.
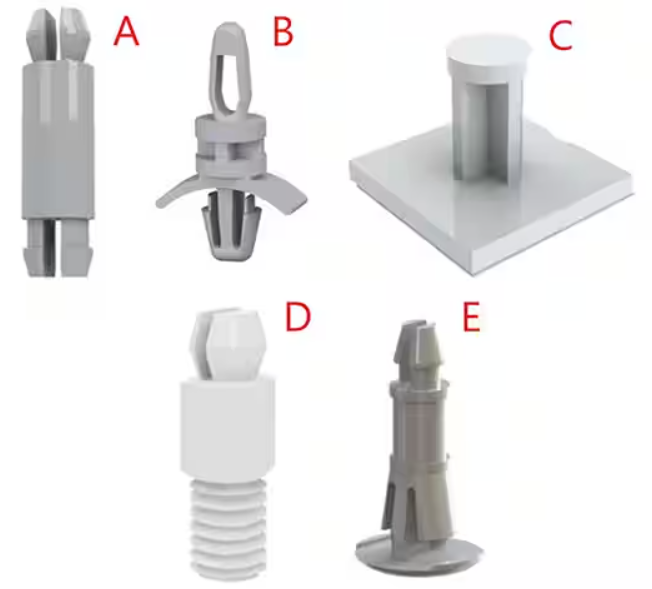
Obrázek 3: Několik způsobů uchycení sloupků k deskám. (Zdroj obrázku: Essentra Components)
Sloupky od Essentra Components
CRLCBSRE-10-01 – je vyroben z nylonu 66 a splňuje UL 94V-2. Je podobný typu „E“ na obrázku 3. Horní část je určena pro otvor o průměru 4 mm a spodní část pro otvor o průměru 5,4 mm. Celková délka sloupku je 15,9 mm.
PSM-10-01 - je také vyroben z nylonu 66. Na jedné straně je plocha a na druhé straně je uzamykací hrot ve tvaru šípu (jako horní část typu „B“ na obrázku 3), který je určen pro otvor o velikosti 3,2 mm. Hrot je dlouhý 3,3 mm a délka sloupku je 15,9 mm. Je vhodný pro desky o tloušťce do 2,0 mm.
RLEHCBS-7-01BK - je speciální sloupek, který drží okraje desky a je vyroben z černého nylonu 66. Ke konstrukci o tloušťce 1,6 mm se ukotvuje do otvoru o velikosti 9,5 mm x 8,0 mm (obrázek 4). Do desky se přichytává pomocí otvoru o průměru 4,0 mm. Sloupek je vhodný pro desky o tloušťce 1,6 mm. Délka sloupku je 12 mm.

Obrázek 4: RLEHCBS-7-01BK fixuje desku i zboku. (Zdroj obrázku: Essentra Components)
Výběr stupně hořlavosti dle UL 94
Pro instalace, které vyžadují sloupek s plochou a otvorem na jedné straně a na druhé straně uzamykací hrot si lze vybrat mezi CBSS-10-01 se stupněm hořlavosti V-0 nebo CBSS-10-19 se stupněm V-2 (Obrázek 5)

Obrázek 5: CBSS-10-01 je sloupek s uzamykacím hrotem na jedné straně a plochým držákem s otvorem na straně druhé. (Zdroj obrázku: Essentra Components)
Sloupky ve tvaru “A” ( obrázek 3) jsou MSPM-5-19 (V-0) nebo MSPM-5-01 (V-2). Slouppky ve tvaru “B” ( obrázek 3) jsou LCBS-2-12-19 (V-0) nebo LCBS-2-12-01 (V-2).
Závěr
Sloupky pro desky plošných spojů jsou k dispozici v široké škále tvarů a velikostí a jsou vyrobeny z několika druhů materiálů. Výběr správného typu sloupku není jednoduchý proces. Důležitý není jen tvar, ale je nutné zvážit materiál, ze kterého je sloupek vyroben. Materiál musí splňovat teplotní rozsah dané aplikace a v některých případech se musí přihlédnout na správný stupeň hořlavosti. Volbou materiálu se také určuje míra útlumu nežádoucích vibrací.
Další informace
- Use Dense and Flexible Interconnects to Design Compact, High Performance Patient Monitoring Devices
- Use Direct Plug-in Insulation Displacement Connectors to Streamline Assembly and Lower BOM
- How to Leverage the Benefits of Wire-to-Board Connectors in Ultra-Compact Designs
Článek vyšel v originále na webu DigiKey.com



